


こちらでは、コーナーR(隅R)に関するフライス加工のポイントをご紹介いたします。
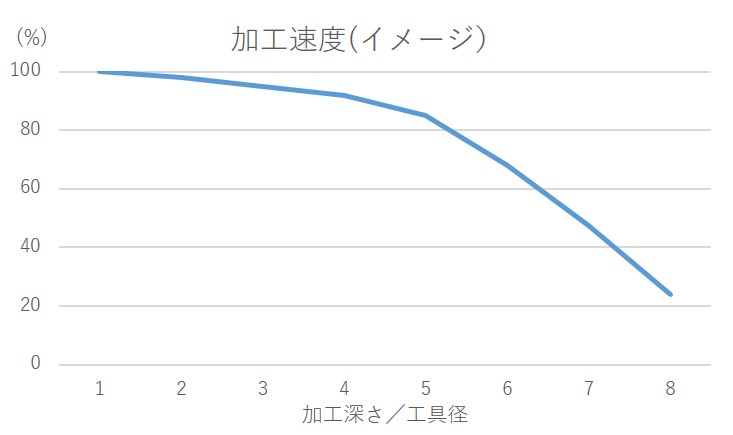
コーナーRはなるべく大きな値にすることが望ましいです。というのも、コーナーRの大きさで使用出来る刃物の径が決まりますが(刃物径の最大=コーナーR径✕2)、刃物の径(D)に対する加工深さ(L)が5倍(L/D)を超えると加工条件が極端に落ちていくためです。上の折れ線グラフは、加工深さ÷工具径=1 の時を100%としたときの減速割合(イメージ)です。
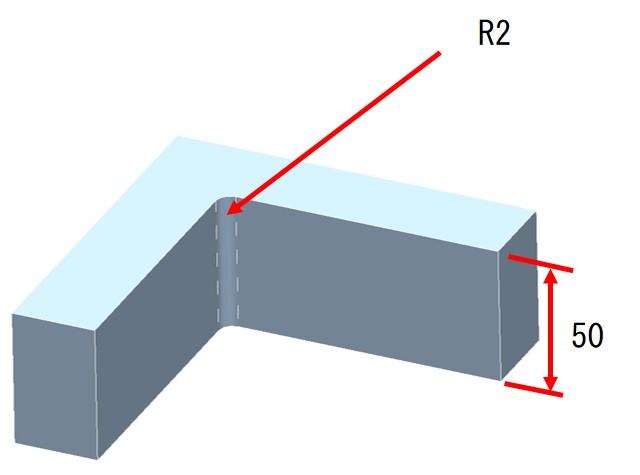
例えば、上図のようにR2の場合、コーナーRの制約からφ4の工具で削る必要があります。しかし、加工深さが50mmとなると加工速度が上げられず、また精度も悪化し、リードタイムも長期化します。そのため、コーナーRはできる限り大きな値を取ります。図面を書く際、「R○○以下」と表現いただければ、加工者の選択肢が増え、リードタイム短縮、精度向上に繋がります。



 ご相談・お問い合わせ
ご相談・お問い合わせ 技術資料ダウンロード
技術資料ダウンロード